Aluminum Automatic Continuous Caster (CC)
The function of the casting line is to convert the raw material charge into a coil of strip cast alloy suitable for cold rolling.
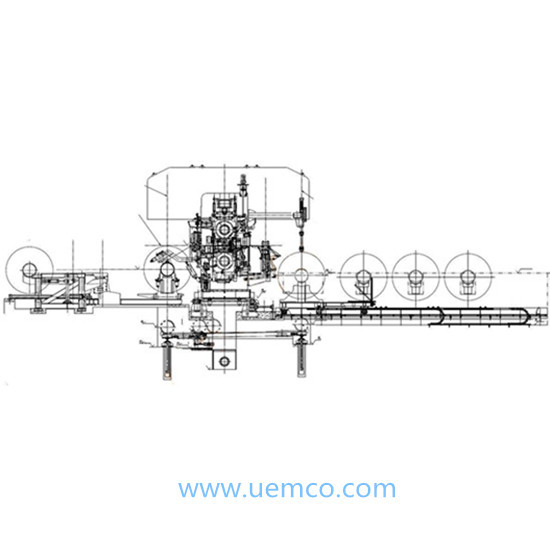
The process of the continuous caster is as follows: The molten metal refined in the holding furnace will be further
refined through the degassing and filtration system. The molten metal will be crystallized through rotating caster rolls
and a certain deformation ratio will be produced so that the molten metal is cast into the strip of 5-10 mm and converted
into strip coil after being head cut and recoiled. The continuous casting line has the advantages of simple production
process, short cycle, less operators, energy saving, small investment and quick return.
The continuous casters underwent the developing stages of horizontal single drive, horizontal double drive and tilting
double drive and were standardized and serialized. The unit mainly consists of casting system, main frame unit,
intermediate unit, recoiler unit, hydraulic system, electric control system.
The casting system is used to control the flow of the molten metal and stability of the level so as to ensure normal
production. This system has two-stage level control device to ensure that the height accuracy of the level inside the
head box is controlled within ±2mm. The degassing unit is designed to on-line refine and purify the molten metal.
It can remove the small hydrogen bubble and the nonmetal impurity in the molten metal.
The main frame unit is the main body to continuously cast the strip. The molten metal is evenly distributed into the
roll gap through the tip and crystallized with the rotating rolls and cast into strip. To achieve the above functions,
the main frame unit is equipped with the tip feeding mechanism which can be on-line automatically adjusted.
The caster roll assembly, as the main part of the main frame unit, is affected not only by the roll surface temperature
change caused by solidified molten metal but also by the resisting power of deformed metal. The screw-down
(or push-up) cylinder is used to apply rolling force and suitably adjust the roll gap so that the rolled strip can be
achieved the specified quality standard. The important condition to ensure continuous production is to timely remove
sticking rolls and the contaminant on the rolls through flame or graphite spraying system.
The main drive system is designed to provide the rolling power supply. It adopts DC motor driven by the thyristor
converter or the conversion motor driven by the frequency converter, which can control the speed adjusting,
speed/torque choosing, roll diameter compensation, and roll surface speed indicating. The low-speed, large-torque
gear reducer has the features of unique shape, large load carrying capacity, low noise and long service life.
The intermediate unit consists of pinch roll, hydraulic shear and guide roll supporting plate. The pinch roll is used to
thread the strip and keep the tension. The hydraulic shear with gear and rack synchronous mechanism is designed
to cut the strip head and end and sample. The guide roll supporting plate is used to guide the strip into the clamping
slot of the recoiler mandrel.
The on-line edge miller for cast strip edge quality is improved greatly and the whole configuration of the caster is
more perfect and advanced.
The recoiler unit adopts the thyristor converter to drive the DC motor, which can accurately adjust the recoiler speed
so as to match with the line speed. The recoiler tension of the coil can be timely adjusted according to the production
conditions so that the coil will be tidy and good-looking. The drive system consists of DC motor, planetary gear reducer
, cylindrical gear reducer etc. The recoiler can quickly wind the coil so that the caster can continuously operate during
coil stripping. The mandrel is equipped with the jaw automatically positioning device in order that the strip will accurately
enter the jaw.
The hydraulic system consists of general operating system and roll gap adjusting system with the advantages of
compact structure, easy adjustment, accurate and reliable. The general operating system is the power supply and
control unit for the general hydraulic components, consisting of low-pressure pump unit and integrated valve stand.
It adopts the large pump intermittent operating mode so as to save energy and reduce heat consumption. The roll gap
adjusting system is composed of high-pressure pump assembly and roll gap control valve unit. The operator can on-line
adjust the roll gap and control the strip thickness and the differential thickness between two strip edges. The oil bypass
adopts circulating mode to ensure the cleanness of oil and reduce the failure rate. The improved assembly process can
efficiently reduce the pump and valve installation surface and piping leakage so as to ensure the good work environment.
The electric control system uses the full digital thyristor DC speed adjusting and the vector conversion speed adjusting
technology with the advantages of small volume, high control accuracy, stable performance, easy adjustment and low
failure rate. The PLC control system adopts Siemens programmable controller and distributed remote control to carry out
the process and logic control of the caster. This system is equipped with Siemens color touch screen which can be used
as operating, dynamic digital display, tendency curve, target data setting and alarm display frame, which greatly reduces
the operating room. The operating display is audio-visual and flexible and easy use.
The typical specifications of Aluminium automatic continuous casters are as follows:
1. Φ680 ×1450 horizontal/tilting double-drive continuous caster:
|
Alloy to be processed:
|
Series 1000, 3000 and 8000
|
|
Roll diameter:
|
Φ680 mm
|
|
Max. strip width:
|
1250 mm
|
|
Strip thickness range:
|
6~10 mm
|
|
Coil I.D:
|
Φ510 mm
|
|
Coil O.D:
|
Max. Φ1800 mm
|
|
Max. rolling force:
|
7, 000 KN
|
|
Max. single roll torque:
|
200 KN.m
|
|
Max. recoiler tension:
|
100 KN
|
|
Line speed:
|
0.8~1.5 m/min
|
2. Φ820 ×1600 horizontal/tilting double-drive continuous caster:
|
Alloy to be processed:
|
Series 1000, 3000 and 8000
|
|
Roll diameter:
|
Φ820 mm
|
|
Max. strip width:
|
1400 mm
|
|
Strip thickness range:
|
6~10 mm
|
|
Coil I.D:
|
Φ510 mm, Φ610 mm
|
|
Coil O.D:
|
Max. Φ2000 mm
|
|
Max. rolling force:
|
12, 000 KN
|
|
Max. single roll torque:
|
250 KN.m
|
|
Max. recoiler tension:
|
120 KN
|
|
Line speed:
|
0.8~1.5 m/min
|
|
|
|
3. Φ960 ×1850 horizontal/tilting double-drive continuous caster:
|
Alloy to be processed:
|
Series 1000, 3000 and 8000
|
|
Roll diameter:
|
Φ960 mm
|
|
Max. strip width:
|
1650 mm
|
|
Strip thickness range:
|
6~10 mm
|
|
Coil I.D:
|
Φ510 mm, Φ610 mm
|
|
Coil O.D:
|
Max. Φ2000 mm
|
|
Max. rolling force:
|
16, 000 KN
|
|
Max. single roll torque:
|
450 KN.m
|
|
Max. recoiler tension:
|
140 KN
|
|
Line speed:
|
0.8~2 m/min
|
|
|
|
4. Φ1003 ×1900 horizontal/tilting double-drive continuous caster:
|
Alloy to be processed:
|
Series 1000, 3000 and 8000
|
|
Roll diameter:
|
Φ1003 mm
|
|
Max. strip width:
|
1700 mm
|
|
Strip thickness range:
|
6~10 mm
|
|
Coil I.D:
|
Φ510 mm, Φ610 mm
|
|
Coil O.D:
|
Max. Φ2100 mm
|
|
Max. rolling force:
|
18, 000 KN
|
|
Max. single roll torque:
|
450 KN.m
|
|
Max. recoiler tension:
|
160 KN
|
|
Line speed:
|
0.8~2 m/min
|
|
|
|
5. Φ1020 ×2100 horizontal/tilting double-drive continuous caster:
|
Alloy to be processed:
|
Series 1000, 3000 and 8000
|
|
Roll diameter:
|
Φ1020 mm
|
|
Max. strip width:
|
1900 mm
|
|
Strip thickness range:
|
6~10 mm
|
|
Coil I.D:
|
Φ610 mm
|
|
Coil O.D:
|
Max. Φ2000 mm
|
|
Max. rolling force:
|
21, 500 KN
|
|
Max. single roll torque:
|
600 KN.m
|
|
Max. recoiler tension:
|
180 KN
|
|
Line speed:
|
0.8~2 m/min
|
6. Φ1100 ×2300 horizontal/tilting double-drive continuous caster:
|
Alloy to be processed:
|
Series 1000, 3000 and 8000
|
|
Roll diameter:
|
Φ1100 mm
|
|
Max. strip width:
|
2100 mm
|
|
Strip thickness range:
|
6~10 mm
|
|
Coil I.D:
|
Φ610 mm
|
|
Coil O.D:
|
Max. Φ2000 mm
|
|
Max. rolling force:
|
23, 000 KN
|
|
Max. single roll torque:
|
650 KN.m
|
|
Max. recoiler tension:
|
200 KN
|
|
Line speed:
|
0.8~2 m/min
|


 Refractory Material
Refractory Material

 Second Hand Al Process Equip
Second Hand Al Process Equip